
Het solderen van metalen kan worden ingedeeld een twee hoofdgroepen:
- hardsolderen
- zachtsolderen
Deze beschrijving gaat over het zachtsolderen met name over tin-lood.
Zachtsolderen is een proces waarbij twee metalen of legering worden verbonden met een derde metaal of legering. Dit derde metaal of een legering heeft een veel lager smeltpunt dan de twee te verbinden materialen. Solderen is een totaal ander proces dan lijmen. Bij het lijmen is er alleen een mechanische hechting tussen de lijm en het te verbinden oppervlak. In geval van solderen vindt er een chemische reactie plaats tussen het soldeer en het te verbinden metaal.
Zachtsolderen heeft drie belangrijke toepassingsgebieden:
- het verkrijgen van een elektrisch contact;
- het afdichten van een product tegen een lekkage;
- het opvullen van oneffenheden.
Het laatstgenoemde toepassingsgebied treedt op bij het strak maken van een carrosserie. De werkwijze hierbij is beschreven in de categorie plaatwerken.
De opbouw van een soldeerlaag
om een goede soldeer verbinding te krijgen moet men intermetallische lagen aanwezig zijn tussen het soldeer en het basismetaal. Als deze laag niet aanwezig is is er geen verbinding tussen de soldeer en het basismetaal. In onderstaande tekening is deze situatie weergegeven.
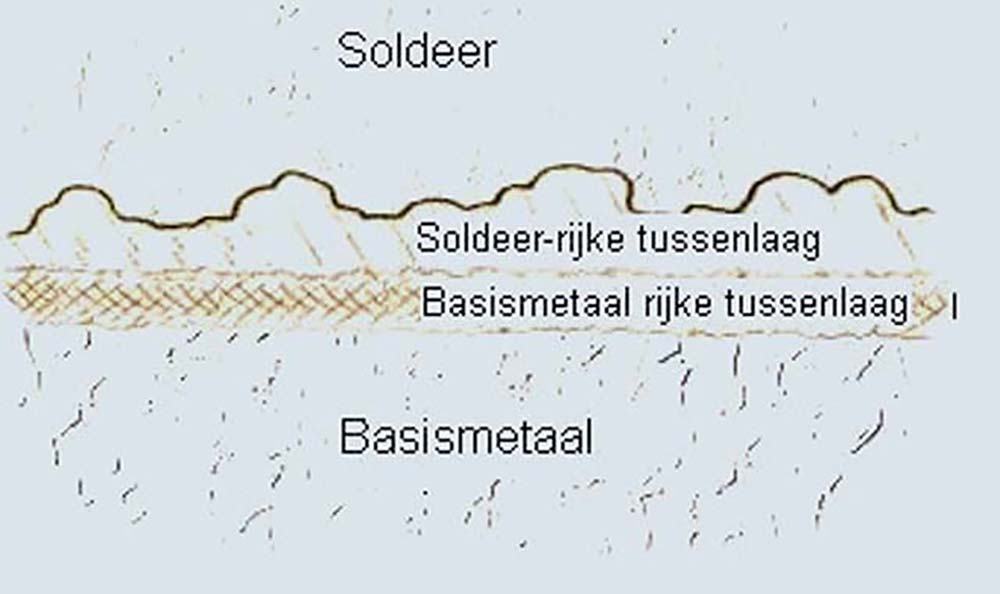
In grote lijnen kun je zeggen dat er twee intermetallische lagen tussen soldeer en basismetaal aanwezig zijn. Direct grenzend aan het basismetaal is een laag aanwezig waarin relatief veel basismetaal is opgelost. Deze laag gaat over in een tweede laag waarin het aandeel soldeer de overhand heeft. De intermetallische verbindingen zijn bros en hebben een negatief effect op de sterkte van de soldeernaad. Als de soldeernaad wordt onderworpen aan spanningen, wisselende belasting, vibraties of schokken zal het falen bij voorkeur beginnen in de Intermetallische laag. De intermetallische laag moet zo dun mogelijk worden gehouden. Dit kan worden bereikt door het soldeerproces zo snel mogelijk uit te voeren.
Soldeerbaarheid
In de soldeerbaarheid van de beschikbare technische metalen zijn grote verschillen aanwezig.
| Soldeerbaarheid | Het solderen van | Opmerkingen |
|
Uitstekend |
tincadmium goud zilver palladium rhodium |
Edele metalen lossen gemakkelijk op een zacht soldeer, hetgeen resulteert in brosse verbindingen. |
| Goed | koper brons messing lood nikkel-zilver beryllium- koper | De hoge thermische geleidbaarheid van het deze metalen vereisen een hogere warmte-inbreng gedurende het solderen. Zij oxideren snel zodat een geschikt vloeimiddel gebruikt moet worden. |
|
Matig |
koolstofstaal laaggelegeerd staal zink nikkel |
Het soldeer wordt bos in zwavel rijke omgevingen. Vermijd hogere temperaturen in de aanwezigheid van smeermiddelen ( deze bevatten zwavel). |
| Slecht | aluminium aluminium-brons hoog gelegeerd staalroestvast staal | Taaie oxyden aan het oppervlak voorkomen bevochtiging (de vorming van de intermetallische laag) het type soldeer wordt speciaal worden geselecteerd om galvanische corrosie te voorkomen. Een grote hoeveelheid chroom oxyde op het oppervlak vereist de toepassing van een agressief vloeimiddel. |
|
Zeer moeilijk |
gietijzer chroom titaan tantaal magnesium | Vereist een speciale voorbehandeling met soldeerbaar metaal. |
Typen soldeer
Vele metalen en hun legeringen kunnen als soldeer worden gebruikt. In het volgende overzicht worden de meest gebruikte zachtsoldeersoorten en hun toepassingen genoemd:
| Soldeer | Toepassingen | Eigenschappen |
| Bismuth | Solderen bij een lage temperatuur. | Vervormd gemakkelijk. Agressief vloeimiddel noodzakelijk. |
| Cadmium- zilver | Hoge temperatuur toepassing. | Toxisch goede treksterkte. |
| Cadmium- zink | Voor het solderen van aluminium. | Toxisch. |
| Tin- antimoon | Hoge temperatuur en in de voedselindustrie. | Niet toxisch. Goede hoge temperatuur eigenschappen; elektrische geleidbaarheid en sterkte dan tin-loodsoldeer; goede bevochtiging. |
| Tin- antimoon- lood | Algemene toepassing. | Verbeterde mechanische eigenschappen in vergelijk met tin-lood soldeer kan niet worden toegepast bij het zink door de vorming van een brosse zink-antimoon intermetallische laag. |
| Tin-lood | Algemene toepassing. | In de meest gebruikte soldeersoort goede proces eigenschappen. |
| Tin-zilver | Wordt gebruikt in de medische industrie hoge temperatuur toepassingen . | Niet toxisch; duur |
| Tin-zink | Voor het solderen van aluminium. | |
| Zink-aluminium | Voor het solderen van aluminium. |
Algemene informatie over vloeimiddel
Een essentiële voorwaarde voor een goede verbinding is een schoon oppervlak. In de meeste gevallen wordt bij het zachtsolderen gebruikgemaakt van een vloeimiddel. De werking van het vloeimiddel is:
- het verwijderd de oxydelaag van het basismateriaal
- het voorkomt de vorming van oxiden tijdens het soldeer proces
- het verlaagt de oppervlaktespanning van het soldeer en bevordert daarmee de bevochtiging.
De vloeimiddelen bevatten in het algemeen zuren en zijn daarmee zeer corrosief. Na het solderen moet het oppervlak grondig worden gereinigd om corrosie in een later stadium te voorkomen. Een veelgebruikt vloeimiddel is het type S39. Dit is een vrij agressief vloeimiddel.
Tips bij het solderen
De intermetallische laag is en een noodzakelijk kwaad. Zonder de aanwezigheid van deze laag is er geen verbinding. Als de laag te dik is, is de verbinding er bos. Dit verschijnsel heeft een belangrijke invloed op het soldeer proces.
Voor het verkrijgen van een goede soldeernaad geldt:
- Solderen zo snel mogelijk.
- Gebruik een zo laag mogelijk temperatuur waarbij de solderen net gesmolten is.
- Vermijd herhaald solderen om het visuele uiterlijk van de soldeernaad te verbeteren
- Gebruik geen zacht soldeer bij hoge temperatuur toepassingen; bij hoge temperatuur groeit de intermetallische laag en wordt de kans op brosse breuk groter.
Tin-lood zacht soldeer en zijn eigenschappen
Zoals in de tabel vermeld is lood-tin de meest toegepaste zacht soldeer. Binnen het gebied van tin-lood zacht soldeer zijn een aantal samenstellingen met hun specifieke toepassingsgebied aanwezig. Om de soldeereigenschappen en toepassingen beter te kunnen begrijpen zal eerst een korte uitleg worden gegeven van enkele metaalkundige aspecten van de legering.
Opmerking: in de uitleg wordt, voor een betere begrijpbaarheid, op enkele punten de situatie vereenvoudigt beschreven.
Tin en lood kunnen in iedere verhouding met elkaar worden gemengd (boven de smelttemperatuur) en leveren over een groot gebied van de samenstelling een praktische legering op. Metaallegeringen worden meestal in een fasediagram weergegeven. In een fasediagram is af te lezen welke structuur het materiaal bij een bepaalde temperatuur heeft.
In onderstaande figuur is het fasediagram tin en lood weergegeven.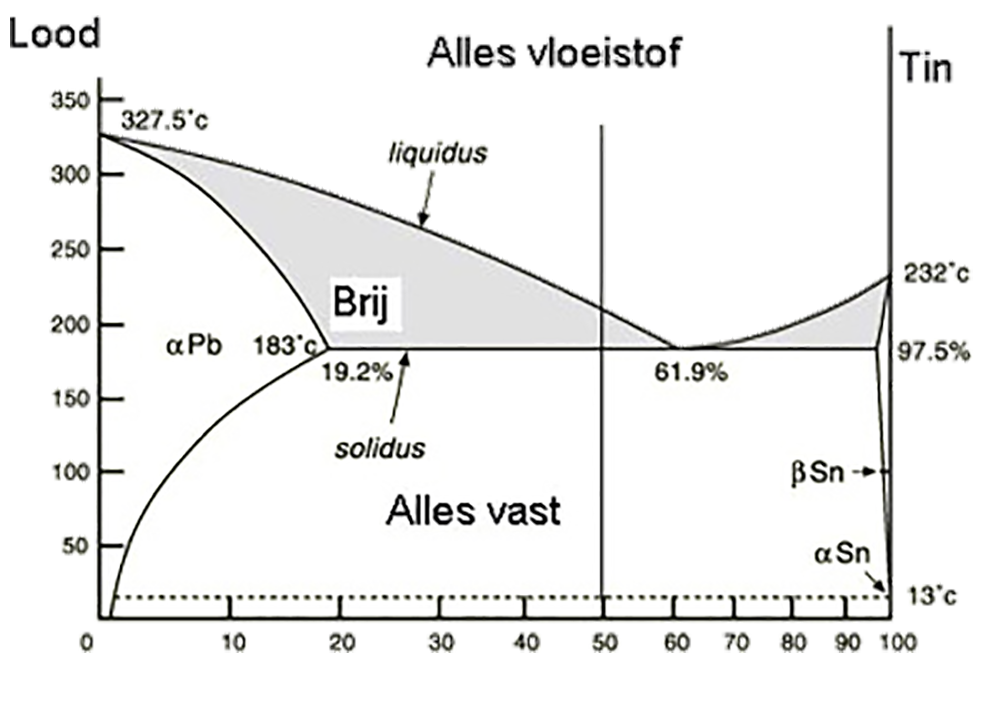
Tin en lood hebben een smeltpunt van respectievelijk 327,5°C en 232°C. In het diagram staat lood aan de linkerzijde (100%) en tin aan de rechterzijde. Beneden 183°C is een tin-lood soldeer een geen enkele verhouding meer vloeibaar. Het gebied van onze interesse en praktische toepassing ligt tussen ongeveer 5 en 95 procent tin. Binnen dit gebied is er een belangrijk punt aanwezig bij 61,9 procent tin (38,1 procent lood). Dit is de samenstelling waarbij het materiaal op 183°C vloeibaar wordt en stolt. Bij dit materiaal wordt gesproken van een stolpunt. In de gebieden ernaast vindt het vloeibaar worden en het stollen plaats over een bepaald temperatuurgebied (smelttraject). Bij deze samenstellingen is in dat temperatuurgebied een gedeelte van het materiaal vloeibaar/vast. Het gevolg hiervan is dat deze materialen in dit temperatuurgebied kneedbaar (brij) zijn. Materialen in dit gebied zijn brijstollers.
In de doe het zelf winkels zijn meestal twee soorten tin-lood soldeer verkrijgbaar. Dit zijn de soorten 60-40 en 50-50. Het type 60-40 is het materiaal met een relatief groot smelt- en stoltraject. Bij het type 50-50 is een klein stol- /smelttraject aanwezig hetgeen betekent dat dit materiaal over een klein temperatuurgebied kneedbaar is.

Toepassingsgebied van tinloodsoldeer
Soldeer met weinig tin
Tin-lood soldeer met minder dan vijf procent tin worden toegepast voor het verkrijgen van lekdichtheid, het verbinden van metalen, oppervlaktebescherming en ingeval de bedrijfstemperatuur hoger is dan 100°C. Bij deze temperatuur is de sterkte minder van belang.
10-90, 15-85 en 20-80 soldeersoorten
Deze legering een worden gebruikt bij de fabricage van autoradiatoren en bij het opvullen van naden en deuken in carrosserieën.
60-40 en 37-63 soldeersoorten
Deze legeringen worden gebruikt in de glasindustrie en voor elektronische componenten zoals computers en communicatieapparatuur. Bij deze legeringen is het mogelijk met een minimum aan warmte de verbinding tot stand te brengen. In de elektronica-industrie wordt zilver aan het lin-lood soldeer toegevoegd om het oplossen van zilver uit de contacten te voorkomen. Zilver wordt ook toegevoegd om de weerstand tegen kruip te verhogen.
70/30 soldeersoorten
Deze legering wordt gebruikt bij het vertinnen voorafgaand aan het solderen (zie ook de beschrijving van het strak maken van de carosserie met soldeer).