
Enige achtergrond over aluminium
Aluminium is een bijzonder mooi materiaal. Het materiaal is met allerlei technieken te maken en te ver-/bewerken zoals: gieten, smeden, extruderen, verspanen, lassen en solderen.
Zuiver aluminium heeft een smelttemperatuur van 658oC. Door het legeren gaat de smelttemperatuur naar beneden. Zuiver aluminium is niet erg sterk en wordt in omgevingen toegepast waarin de goede corrosie-eigenschappen en elektrische geleidbaarheid een rol spelen. Door aluminium te legeren met andere elementen wordt een grote schakering legeringen verkregen die gebruikt kunnen worden in allerlei toepassingen. De legeringen kunnen worden ingedeeld in acht hoofdgroepen en worden veelal op basis van de AISI indeling benoemd.
| Hoofdgroep | belangrijk legeringselement | Voorbeeld toepassing |
| 1000 | Zuiver aluminium | In corrosieve omgeving; Elecrotechnische industrie |
| 2000 | Koper | Vliegtuigindustrie, niet lasbaar |
| 3000 | Mangaan | Bij hogere temperaturen als potten en pannen |
| 4000 | Silicium | o.a gietlegeringen |
| 5000 | Magnesium | Scheepsbouw; opslag gas bij lage temperatuur |
| 6000 | Magnesium en Silicium | Extrusieprofielen; precipitaathardend; hoge mechanische eigenschappen. |
| 7000 | Zink | Hoge sterkte toepassingen;moeilijk lasbaar |
| 8000 | Overige |
Enkele kenmerken van zuiver Al:
Soortelijke massa : laag; 2,7 kg/dm3 een factor drie lager dan van staal of gietijzer.
Warmtegeleiding : hoog
Soortelijke weerstand : laag
Uitzettingscoëfficiënt : 23 10-6m/m K-1
Opmerking
Er zijn aluminium legeringen die hun sterkte verkregen hebben door een warmtebehandeling. Een voorbeeld hierin zijn de extrusielegeringen uit de 6000 groep. Onderdeel van de fabricage van dit materiaal is een gloeibehandeling op 180 oC. Door dit materiaal te solderen (en ook lassen) wordt op de plaats van de soldering de eigenschappen volledig teniet gedaan.
Bijzondere en lastige eigenschap
Aluminium heeft een zeer grote affiniteit met vele gassen als zuurstof, waterstof en stikstof. Als het metaal vloeibaar is kunnen deze gassen in de smelt atomair worden opgenomen. Bij het stollen van het materiaal willen deze gassen weer uit het materiaal ontsnappen (de oplosbaarheid is in de vaste fase en bij lagere temperatuur veel lager). Dit ontsnappen lukt meestal niet erg goed met als gevolg dat gietstukken, lassen en soldeernaden grote last kunnen hebben van poreusiteiten. Er zijn bijzondere maatregelen nodig om deze poreusiteiten te voorkomen. Het werken met schone oppervlakken is daarin zeer belangrijk.
Corrosiebestendigheid
Aluminium vormt spontaan op het oppervlak een oxidelaag. Deze oxidelaag beschermd het materiaal tegen corrosie maar vormt ook een barrière bij het lassen en solderen. De smelttemperatuur van Aluminiumoxide is in de orde van 2500oC. Deze temperatuur wordt bij het lassen en solderen niet bereikt.
Ondanks de goede corrosiebestendigheid komt het in onze oldtimers regelmatig voor dat onderdelen zijn aangetast of gescheurd. Het repareren van deze onderdelen door lassen of solderen is dan een optie als er een goede las- of soldeermethode beschikbaar is.
De methodebeschrijving
Alvorens te gaan solderen moet eerst diep worden nagedacht over de manier waarop deze activiteit gaat worden uitgevoerd. Het zonder enige voorbereiding beginnen en hopen dat er een goed resultaat uit komt leidt meestal tot een mislukking en frustraties.
In de onderstaande methodebeschrijving worden een groot aantal zaken beschreven waarover eerst een beslissing moet worden genomen. Als alle “ins en outs” helder zijn kan het soldeerwerk worden uitgevoerd.
Het materiaal
Welke materialen moet ik verbinden?
Belangrijk is te weten wat de globale samenstelling is van de te verbinden materialen. Een gietstuk heeft een totaal andere samenstelling dan plaatmateriaal. De keuze van het toevoegmateriaal en de flux kan daarvan afhangen.
De soldeernaad
Bij het solderen is het van belang een groot verbindingsoppervlak te verkrijgen. Bij het lassen kan worden gewerkt met stompe naden omdat de las voldoende sterk is. Bij het solderen is dit in het algemeen niet voldoende en kan beter worden gewerkt met een overlapnaad. De te verbinden delen moeten zo worden voorbewerkt dat een gunstige soldeernaadvorm ontstaat. Dunne spleten als soldeernaad werken zeer goed door de capillaire werking van de vloeibare soldeer. Een hoeknaad kan als van beide zijden wordt gesoldeerd.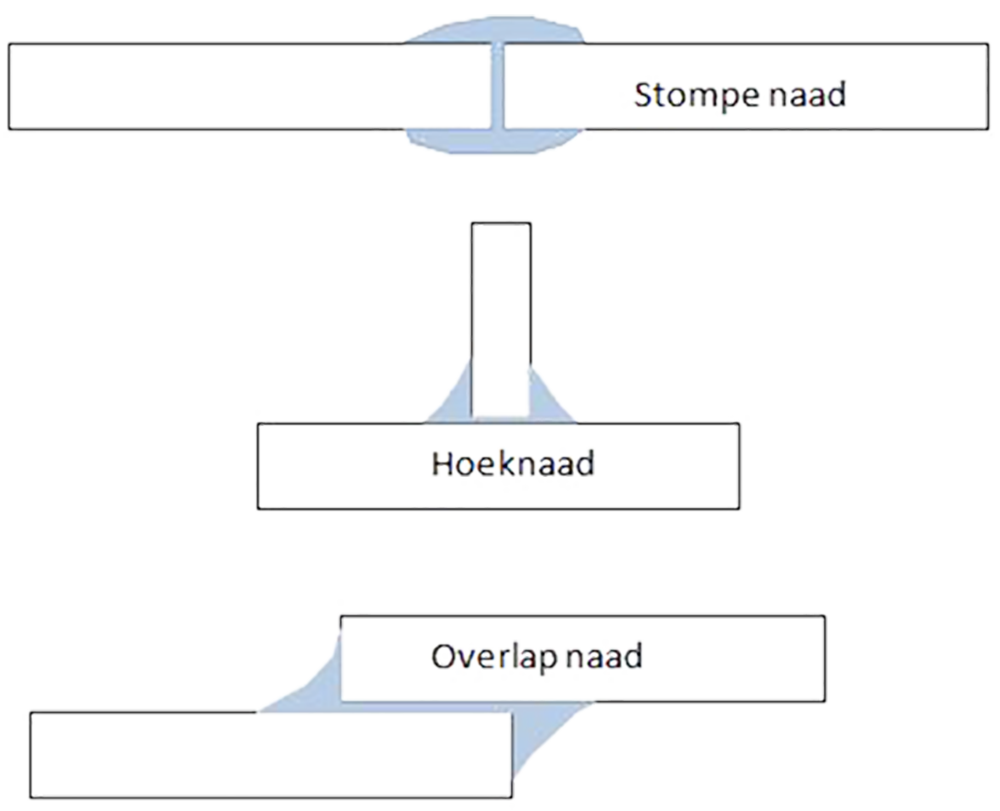 Het toevoegmateriaal
Het toevoegmateriaal
Er zijn verschillende toevoegmaterialen die allemaal een eigen voorkeurstoepassingsgebied hebben.
Mogelijke toevoegmaterialen zijn (niet beperkt tot) met toepassing van flux:
- Mig/Mag draad van de rol diameter 1, 1,2, 1,6 mm type AISI 5, AISI 12, ALMG 5
- Tig draad 1mtr diameter 1,6 2mm, etc type AISI 5, AISI 12, ALMG 5
- Schoepeerdraad zink/alu 85/15
- Prestal
Mogelijke toevoegmaterialen zijn (niet beperkt tot) zonder toepassing van flux:
- Schoepeerdraad 85/15 zink/alu
- Alutite
- Durafix
De flux
Zoals beschreven vormt aluminium op het oppervalk met zuurstof een sterk oxide. Zonder dit oxide te verwijderen is het slecht mogelijk een goede soldeerverbinding te maken. Het verwijderen kan mechanisch gebeuren door slijpen /schuren. Daarnaast moet het schone oppervlak ook tijdens het soldeerproces blijven bestaan en moeten de resterende oxiden nog verwijderd worden. Hiervoor wordt een flux toegepast. De flux zorgt ervoor dat het toevoegmateriaal daadwerkelijk een verbinding aan kan gaan met het te solderen materiaal.
Er zijn toevoegmaterialen waarbij geen flux nodig is. Bepaalde elementen in het toevoegmateriaal nemen dan de werking van de flux op zich.
Mogelijke flux
Castolin 190 NH, Aluminium flux voor het lassen en of hardsolderen van aluminium en aluminiumlegeringen, geschikt voor soldeerstaven met een smelttraject van 450oC tot 620°C. Castolin 190 NH aanmaken met water tot een papje.
Certilas Alu-flux
Aluminium flux voor het lassen en of hardsolderen van aluminium en aluminiumlegeringen,
geschikt voor soldeerstaven met een smelttraject van 450 tot 620°C.
Keuze warmtebron
Aluminium heeft een hoge warmtegeleiding. Dit betekent dat de toegevoerde warmte ook weer snel weg is en dat mogelijk de plaats die gesoldeerd moet worden niet voldoende heet kan worden. De warmtebron moet dus worden aangepast aan het te solderen object.
Daarnaast kan er ook gewerkt worden met isolerende materialen.
Warmtebronnen (van klein naar groot) kunnen zijn:
• Crème-brulée brander (bij heel kleine objecten).
• Een kleine puntbrander op propaan.
• Een brander op propaan/zuurstof.
• Acetyleen/zuurstof brander.
• TIG toorts.
Gebruik van de warmtebron
Gebruik als mogelijk een neutrale vlam. Verwarm het product gelijkmatig, voorkom lokale oververhitting.
Als het materiaal voldoende warm is geworden begint de flux te smelten. Voeg langzaam de draad toe om de temperatuur te controleren. Als de draad aan het materiaal vastsmelt even doorverwarmen, zo wordt hij opgenomen in de soldeernaad.
Verwarm ook de achterkant van het werkstuk.
Dan snel terug naar de voorkant om draad toe te voegen om zo de soldeernaad gelijkmatig te vullen. Is de naad volgezogen, verwarm dan nog even de achterkant voor een goede doorvloeiing.
De voorbereiding van het te lassen materiaal en soldeermateriaal
Reinigen!
Het kan niet vaak genoeg gezegd worden: bij het solderen van aluminium moet absoluut schoon worden gewerkt. Het oppervlak moet dus vetvrij zijn en ontdaan van al alle andere verontreinigingen. De oxiden moeten zijn verwijderd met schuurmiddelen.
Toevoegmateriaal, zoals een dunne aluminiumdraad moet ook worden bewerkt met schuurmiddel om de oxiden te verwijderen. Breng bovendien vlak voor het solderen met een kwastje flux aan op de draad.
Mogelijke reinigingsproducten: Primor of remreiniger
Gebruiken met schone doek of poetspapier.
Voorverwarming
Grote aluminium voorwerpen moeten integraal worden voorverwarmd om lokaal solderen mogelijk te maken. Bovendien wordt met het integraal verwarmen het vervormen van het product door thermische invloeden beperkt. Het afkoelen moet ook langzaam gebeuren.
Veiligheid
- Pas op voor soldeerdampen. Adem ze niet in. Werk met bronafzuiging (zo dicht mogelijk op de soldeerplaats).
- Knoei geen flux op je huid. Was je handen na het solderen. Spoel het werkstuk schoon met water en zeep.
- Let op: voorwerpen die net gesoldeerd zijn kunnen nog zeer heet zijn. Dit is veelal aan de buitenzijde niet te zien. Voorkom verbrande vingers.
- Lees de veiligheids- en gezondheidsbladen (zie internet) van de toegepaste producten.
Leveranciers
Lasgroothandels, bouwmarkt, Interlas, Re-onLas, Vossen Hendrickx, Elektrolas, Saanen, Bekkering, IPS, DE WIT, Praxis.